Montaż mechanizmów robota firmy KUKA pokazano na filmie:
https://youtu.be/0qM0znv70IA
Mechanicznie sam robot, jak powiedziano i jak widać to na filmie to nic technologicznie i logicznie nadzwyczajnego. Trybiki przekładni jak to trybiki. Są w każdej maszynie i samochodach. Ważne są "silniki" i sterowanie.
Ramiona robotów bywają wykonane rażąco niestarannie by nie powiedzieć niechlujnie.
Fale mody na totalną automatyzacje przypływają i odpływają. Liderzy technologi muszą budowac swój image i pokazać swoją potęgę.
Przełom lat siedemdziesiątych i osiemdziesiątych przyniosł popularyzacje zastosowań dedykowanych mikrokomputerów a w tym kontrolerów dla robotów. Mikroprocesory, pamieci i układy peryferyjne były tanie w porównaniu z gotowymi komercyjnymi mikrokomputerami. Kazdy producent robotów produkował własny układ sterujący.
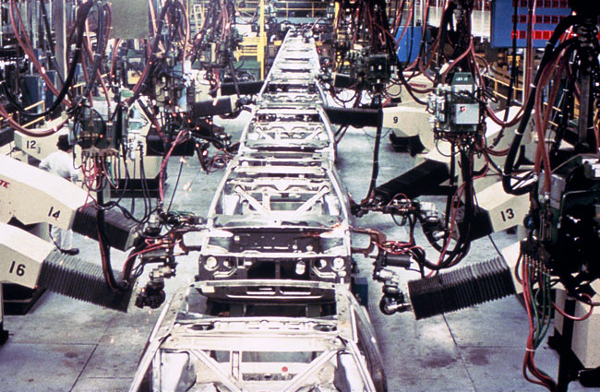
Fabryki liderów automatyzowano na potęgę. W 1978 roku w fabryce skrzyń biegów Forda w Detroit produkcja odbywała się bez udziału człowieka. Nad procesem czuwała tylko trójka kontrolerów. W fabryce Fiata w Cassino we Włoszech, zautomatyzowany montaż samochodów odbywał się z udziałem robotów, przy minimalnej obecności ludzi. I tak dalej.
Globalizacja dała kapitałowi szeroki dostęp do taniej siły roboczej i fala automatyzacji na przełomie lat osiemdziesiątych i dziewięćdziesiątych opadła. Robotnik w Meksyku czy Chinach czy w Polsce był o wiele tańszy niż wyrafinowane roboty. Detroit zaczeło zmierzchać i od lat przedstawia sobą smutny obraz porzuconego przez producentów miasta.
W Polsce - PRL, powstawały prototypy quasi robotów - manipulatorów z napędem pneumatycznym i hydraulicznym. W 1975 roku władze PRL kupiły od koncernu ASEA licencje na najnowocześniejsze wtedy w świecie roboty z napędem elektrycznym IRb-6 oraz IRb-60. Nieznane są szczegóły transakcji. Produkcji ich nie uruchomiono. Choć ASEA sprzedała niespełna 2 tysiące robotów władze PRL chciały wyprodukować 3 tysiące licencyjnych robotów lub więcej. Mechanizmy robotów miała w końcu produkować fabryka Hipolit Cegielski, a elektronika miała być produkowana w zakładzie MERA ZAPMONT w Ostrowie. Z marzeń o robotach zostały tylko wstydliwe długi do spłacenia. Robot IRb-6 był bardzo długo produkowany.
Młodziutki autor przegladał dokumentacje robota IRb-6 łącznie ze skomplikowanymi schematami, które ogromnie go zainteresowały.
Zamiast zrobić użytek z tej dokumentacji i ją kopiować przekazując komu się da ( na przykład politechnikom ), nomenklaturowe tumaństwo PRL-u trzymało ją bezużytecznie i bez sensu z aurą tajemnicy pod kluczem. Byłby jakiś uzytek z długu. Przetrwało kilka stron kopi schematow ale są już mało czytelne. NB Wszelkie schematy Asea były czytelne i łatwe do zrozumienia wystawiając autorom jak najlepszą opinie.
W połowie lat osiemdziesiątych w Polsce funkcjonowało około 250 robotów i manipulatorów co na warunki przestarzałego bloku wschodniego było wartością imponującą. W FSO karoserie Poloneza zgrzewało 18 amerykańskich robotów Unimate.
Poniewaz w Niemczech ( a faktycznie na zachodzie ) brakuje siły roboczej do przemysłu to wzbiera teraz kolejna fala totalnej automatyzacji.
Bardzo mocny technologicznie był i jest nasz północny sąsiad. Podczas gdy koncerny dopiero zastanawiały się nad zastosowaniem mikroprocesora, który pojawił się na rynku, ASEA wypusciła legendarnego robota IRB-6, sterowanego mikrokomputerem z procesorem Intela. Robot ten był krokiem milowym w procesie rozwoju robotów. Nic dziwnego że uwieczniono go na dumnym znaczku pocztowym. Asea wyprzedziła konkurencje o całe lata.

Może kiedyś w Polsce na znaczkach pocztowych będziemy opiewać sukcesy technologiczne a nie historie i porażki.
Najważniejsze dla Polski jest urwanie łba hydrze panoszącej się korupcji.