Archiwum. Automatyzacja realna czyli nieznana. 13 Uwagi i przykłady
Temat rozwoju społeczno – gospodarczego oraz wschodu i zachodu mocarstw jest w świecie intensywnie studiowany.
Zielona Rewolucja ( a w tym nawozy sztuczne i pestycydy wytwarzane masowo z gazu ziemnego i ropy naftowej ) w rolnictwie pozwoliła społeczeństwom Zachodu najeść się do syta i zapomnieć o głodach i niedostatku. Prawidłowo odżywiony i zdrowy pracownik jest wydajny i może być innowacyjny. Natomiast w świecie dalej ponad miliard ludzi nie dojada a miliony umierają z głodu.
Przemysłowe przetwórstwo żywności pozwala efektywnie wykorzystać płody rolne i nakarmić populacje. W czasie I Wojny Światowej późniejszy kanclerz Republiki Federalnej Konrad Adenauer opracował chleby wojenne z dodatkiem fasoli, grochu, słonecznika, soi... jako pełnowartościowy pokarm ! Kiełbasy wojenne opracowane przez Adenauera miały dodatek grochu, fasoli i mąki. Ideą pokojowego i wojennego przetwórstwa żywności jest wykonanie żywności ( w czasach pokojowych atrakcyjnej żywności a w czasach wojennych możliwej do spożycia żywności ) z mało atrakcyjnych płodów rolnych i ciał zwierząt oraz różnych substancji. Soja jest m.in. źródłem białka i tłuszczu. Znanych jest ponad 50 potraw z soi. Potrawy są zarówno oryginalne jak i imitacyjne: kotlety, pasty, zupy, sałatki, sosy, placki, zapiekanki, potrawki... Składniki na kotlety ( wygląd jak kotlety mielone ) w różnych konfiguracjach: soja, ziemniaki, cebula, jajka, mąka ziemniaczana, płatki owsiane, chleb. Soja dobrze komponuje się z wieloma warzywami, mięsami i podrobami.
W celu zwiększenia masy mięs i szynek stosowane jest nastrzykiwanie ich solanką, fosforanami, algami itp. Przy danej produkcji rolnej możliwe staje się zapełnienie półek sklepowych.
Masowa produkcja przemysłowa zaspokaja popyt na towary przemysłowe ludzi Zachodu.
Środki mechanizacji zastępują najprostszą ludzką pracę fizyczną. Mechanizmy maszyn napędza energia wytworzona z zasobów przyrody: Siła mięśni zwierząt, Siła wody i wiatru, Energia produkowana z paliw kopalnych i Energia atomowa.
Automatyzacja wprowadziła urządzenia z własnym sterowaniem, nadzorem i kontrolą.
Wydajnie pracują już całe zautomatyzowane linie produkcyjne.
Robotyzacja zastępuje prace ludzką trudną do mechanizacji i automatyzacji.
Słowo automatyzacja po raz pierwszy pojawiło się w zakładach Forda w latach trzydziestych.
Automatyzacja następuje z równoległym doskonaleniem samych procesów produkcyjnych i procesów usług.
Automatyzacja ma podnieść wydajność pracy oszczędzając pracę w procesach produkcji i usług. Roboty mają także wykonywać zajęcia niebezpieczne skracające życie pracownikom. Automatyzacja i robotyzacja to domena produkcji masowej.
Automatyzacja wykorzystuje wiedzę z dziedziny chemii, fizyki, elektrotechniki, elektroniki i informatyki.
Automatyzacja - komputeryzacja w Polsce księgowości ( także magazyn, płace, kadry.. ) przybrała formę groteskowo - kabaretową bowiem po komputeryzacji wzrasta tam znacznie zatrudnienie.
Najwcześniej komputery zastosowano w biznesie ( także administracji ) i w nauce w USA. Tam też zrozumiano że ich użycie w biznesie / administracji nie jest sprawą prostą i potrzebna jest m.in. odpowiednia infrastruktura prawna. W USA przykładowo dostępnych jest blisko 500 usług telefonicznych świadczonych rzecz jasna przez komputery i rzadko operatora. W zasadzie nigdzie w świecie poza USA nie są one powszechne.
Z kolei rutynowo roboty przemysłowe stosowane są tylko i wyłącznie w Japonii. Z reguły w nowych instalacjach. Zatem z robotami jest identycznie jak z komputerami – trzeba jeszcze umieć je zastosować. Trzeba posiąść wiedzę teoretyczną i praktykę. Ale stosowanie robotów jest jeszcze trudniejsze niż komputerów. Roboty przemysłowe są jeszcze bardzo drogie ale trend jest taniejący. Na razie małe użycie robotów przemysłowych tłumaczone jest w świecie pokrętnie właśnie ich wysoką cena ale gdy w końcu staną się przystępne cenowo okaże się jak trudno jest je zastosować. Tak będzie jak amen w pacierzu bo przecież nie jest to pierwsza tego rodzaju historia z nową technologią.
Pierwszego robota z napędem elektrycznym w świecie wypuściła silna szwedka ASEA w 1974 roku. Polska za dolarowe kredyty kupiła na nie licencje której nie wdrożono bowiem zaczął się ostry kryzys zadłużenia zagranicznego i nie ma potrzebnych na zakupy dolarów. Zakupów zresztą nie można wykonać z powodu embarga technologicznego USA jako sankcji za stan wojenny.
Nawet gdyby roboty w Polsce wyprodukowano to zaczął by się problem z ich użyciem.
Automatyzowane procesy dzieli się na ciągłe, wsadowe i procesy „montażu”.
Pneumatyczne regulatory do procesów ciągłych oferowane były od połowy lat trzydziestych.
Powojenne ćwierćwiecze przyniosło spektakularny wzrost mocy produkcyjnych instalacji ciągłych po czym nastąpiła trwała stabilizacja. Mocno wzrosła też komplikacja światowej gospodarki. Typowe wielkie instalacje ciągle to elektrownia, ciężka chemia nawozów sztucznych i rafinerie ropy naftowej
W tabeli ( za Trybalski... ) podano wielkość produkcji , ilość obwodów regulacyjnych i ilość pomiarów dla tych trzech wymienionych obiektów ciągłych w okresie 1945-1970.
Systemy regulacji i sterowania, monitoringu i alarmu uległy ogromnej rozbudowie i komplikacji.
Każdy obwód regulacyjny może mieć więcej niż jeden sensor ale duża liczba sensorów pracuje w systemach alarmu i monitoringu. Systemy sterowania i regulacji, monitoringu i alarmu nie powinny się krzyżować pozostając niezależnymi tak aby awaria jednego w jak najmniejszym stopniu powodowała uszkodzenie innego systemu.

Literatura podaje różne, rozbieżne dane na temat optymalnej wielkości urządzeń DCS do zastosowania w tych obiektach czyli bloku elektrowni, ciężkiej chemii i rafinerii. Jasne jest jednak że na przykład jedno urządzenie DCS może obsługiwać w bloku elektrowni system wody zasilającej kocioł bloku.
N.B. Z.Trybalski... podał unikalne schematy automatyki do podsystemów bloku energetycznego z kotłem przepływowym wielkiej mocy . Po uszczegółowieniu ( konieczna znajomość detali systemu ) możemy ustalić potrzebną „moc” (ilóśc I/O oraz wydajność CPU i ilość pamięci ) urządzenia DCS.
Przy ilości importowanej do Polski ropy naftowej ( krajowe wydobycie jest znikome ) wystarczająca jest jedna rafineria a lepiej wielki kompleks petrochemiczny. Możliwe że dla obronności kraju lepsze są dwie rafinerie.
Sprawa tego kompleksu petrochemicznego ma dramatyczny ciężar gatunkowy dla Polski z racji strasznego zapóźnienia naszej petrochemii. Polska nawet przy krajach RWPG produkuje per capita strasznie mało plastików i nowoczesnej petrochemii. Nieszczęścia nie tyle chodzą parami co stadami. Z związku z tym zamiast na przykład sprzedawać w świecie przewody i kable ( potrzebne plastiki na izolacje ) sprzedajemy surowa miedź a nawet katody jak najgorszy III Świat ! Za importowaną z ZSRR i od Arabów ropę naftową płacimy w dolarach (!) i głębokość oraz szlachetność jej przerobu ropy ma zasadnicze znaczenie dla całej gospodarki. Im droższa jest na rynku światowym ropa naftowa tym gorsza jest w Polsce koniunktura gospodarcza.
Chiny są najstarszym istniejącym państwem i cywilizacją świata. Z wielu wynalazków dokonanych w Chinach setki lat przez powtórnymi odkryciami na Zachodzie nie było jednak żadnego pożytku. Z powodu wadliwości systemu społeczno – gospodarczego wynalazków nie wdrażano do produkcji.
Światowy monopol na wdrożenie wynalazków i innowacji do produkcji ma Zachód a szczególnie po II Wojnie mają ( a może raczej miały) USA.
Od wynalazku do masowej produkcji jest daleka droga.
Automatyka i automatyzacja są integralną częścią nowego procesu i każdej nowo powstającej maszyny. Dodawanie automatyki do starego procesu i starej maszyny ma często wątpliwy sens.
Pojęcie „masowa produkcja”, kojarzące się z taśmą montażową i robotnikami przy niej, należy do tych najczęściej w ogóle nie rozumianych. Akcentowany jest element organizacyjny przy pominięciu najważniejszego w całości awansu technologicznego.
Oczywiście masowa produkcja oznacza towary wysokiej jakości o niskiej cenie dla masowego nabywcy. Z uwagi na ustawową gwarancje okresu sprawności i niskie ceny niezawodność musi być wysoka bowiem koszty napraw zbankrutowałyby producenta.
Proces rozpoczętej w drugiej połowie XVIII wieku Rewolucji Przemysłowej czynił postępy. Niemniej na koniec XIX wieku obróbka przedmiotów metalowych skrawaniem była powolna i niedokładna jako że moc centralnego napędu z maszyny parowej ( rzędu tylko 50-100 KM ) przenoszona wałami i pasami do maszyn była niewielka a materiały narzędzi skrawających metal były nadal prymitywne. Szczytem w narzędziach była stal wolframowo – manganowo - węglowa Roberta Musheta (1868) nazywana jego nazwiskiem. Stal ta stała się punktem wyjścia do opracowania stali szybkotnących HSS, High Speed Steel.
Hale maszynowe z wałami napędowymi i pasami były były siłą rzeczy niewielkie co ograniczało ilość operacji i skale produkcji. Obrobione detale indywidualnie pasowano z innymi detalami co było bardzo pracochłonne. Narzędzia szybko się zużywały. Ale organizacje produkcji w łańcuchy była znana i praktykowana. Zastosowano standaryzacje m.in. śrub.
Przed końcem XIX wieku centrum cywilizacji naukowo technicznej przesunęło się z Europy do USA
Za ojca masowej produkcji przemysłowej uważany jest jednoczesny ojciec masowej motoryzacji Henry Ford. Geniusz nie „wypadł sroce spod ogona” a był przez wiele lat inżynierem w General Electric Edisona !
W zakładach Forda w dziesięcioleciach po 1910 roku dokonała się rewolucja integrująca wiele osiągnięć chyba ważniejsza niż dokonania całego XIX wieku:
-Szeroko wdrażano w maszynach obróbczych napęd elektryczny znacznej mocy i zastosowano narzędzia wykonane ze stopowej stali szybkotnącej ( Pierwszą HSS „T1” opatentowaną w USA w 1904 roku wprowadzono do użytku w 1910 roku. Litera T w nazwie HSS to Tungsten a M to Molibden ) i innowacyjnych materiałów. Szybkość wykrawania, toczenia, frezowania i wiercenia wzrosła ogromnie.
-Zmniejszono tolerancje produkcyjne i skończono z indywidualnym pasowaniem detali.
-Jedna z wyspecjalizowanych zrównoleglonych wiertarek miała wiele głowic i wierciła wszystkie otwory z jednej strony bloku silnika
-Jedna z wyspecjalizowanych zrównoleglonych frezarek frezowała od razu jedną stronę 15 bloków silników
-Specjalne wózki do transportu obrabianych bloków silników od razu dokładnie mocowały bloki w mocujących zatrzaskach maszyny do obróbki metalu
-Ford kupował najnowsze maszyny i urządzenia. Kupował konstruktorów maszyn. Gdy ich nie było jego inżynierowie je wymyślali i na miejscu u Forda je wytwarzano.
-Produkcja prostego Forda T była makabrycznie skomplikowana. Angażowała ona aż 32 tysiące specjalnych narzędzi!
-Zastosowano w konstrukcji samochodu wiele gatunków specjalnej stali i metod ich obróbki. Gdy w USA nie produkowano odpowiedniej stali „kupowano” inżynierów w Europie, którzy w USA uruchamiali potrzebną produkcje. Zastosowano całą paletę dedykowanych materiałów.
-Stosowano jak najwięcej standardowych detali
Oczywiście konkurencja Forda nie zasypiała gruszek w popiele i trwał prawdziwy wyścig technologiczny. Stany Zjednoczone epoki Forda wyprzedziły Europe na 15-20 lat.
Gdy rozpoczęła się II Wojna Światowa w zakładach III Rzeszy i Wielkiej Brytanii nadal stosowano dawno porzucone w masowej produkcji USA indywidualne pasowanie detali które wyklucza produkcje masową ! Jest to o tyle ciekawe bo w Niemczech (gdzie je odkryto) narzędzia z węglików (początkowo węglik wolframu ) spiekanych pojawiły się w 1927 roku a w USA w 1928 roku. Narzędzia z węglików spiekanych przyniosły kolejny skok w szybkości i dokładności obróbki skrawaniem jak poprzednio HSS. W wojennej III Rzeszy brakowało jednak wolframu do produkcji węglików spiekanych.
N.B. Z węglików spiekanych są też wytwarzane ogromnie narażone części wyrafinowanych maszyn a nie tylko narzędzia skrawające.
Po raz pierwszy terminu Masowa Produkcja użyto w artykule „New York Times” opisującym system produkcji Forda. Podobny artykuł znalazł się niedługo w dodatku do Encyklopedia Britannica z 1926 roku. Świat dowiedział się na czym polega produkcja masowa będąca do dziś podstawą zachodniego dobrobytu.
USA II Wojnę wygrały w laboratoriach i halach przemysłowych tracąc zaledwie 403 tysiące ludzi.
Po wojnie wykonywały one ponad 60% produkcji przemysłowej świata.
Bombowiec strategiczny B29 był pierwszym w historii produktem mającym prawie milion elementarnych detali ale było to już przegięcie i z drogi komplikacji połowicznie zawrócono.
N.B. Największe nowoczesne silniki odrzutowe mają 20 000 – 30 000 elementarnych elementów a w tym tysiące elementów wirujących. Przegląd silnika połączony z drobnym remontem trwa 3-6 miesięcy i kosztuje kilkaset tysięcy a nawet milion dolarów !
Popularny pasażerski samolot odrzutowy Boeing 737 ( linia 707, 727 ale znacznie ekonomiczniejszy ) ma ponad 300 tysięcy elementów.
Proces masowej produkcji przetwarza wydobyte minerały, ropę... i produkty rolne w gotowe produkty przemysłowe.
Do ogromnego kompleksu przemysłowego Forda „Rouge River” przypływały barkami surowce a samodzielnie wyjeżdżały z niego samochody do salonów. Gigantyczny kompleks miał własne huty, stalownie, walcownie … a nawet silną elektrownie.
W stalinowskim Związku Radzieckim szybko dostrzeżono potworną komplikacje super wydajnej produkcji masowej dochodząc do wniosku że własnymi siłami nigdy nie wykonają skoku technologicznego. Zakupiono więc u Forda kompletny kompleks fabryki samochodów w Gorki. Wyposażenie do stalinowskiej industralizacji ZSRR dostarczyły koncerny USA i częściowo firmy Niemiec.
W postawionych przez Amerykanów fabrykach m.in. traktorów produkowano później czołgi !
Ford upowszechnił produkcje samochodów w wielu krajach świata. Wpierw importowano ( na przykład do Japonii ) komplet części do złożenia samochodu Ford i następnie cierpliwie uruchamiano produkcje wszystkich detali na miejscu. W Polsce nie powstała fabryka Forda bo dyktatura zbrodniczej sanacji był potwornie skorumpowana i złodziejska. Gdyby taki kompleks potężnych fabryk od Forda w Polsce wtedy powstał zbrodnicze wojenne zadanie Niemiec byłoby nie do wykonania.
Zderzenie w epickich militarnych starciach w ZSRR radzieckiej produkcji z „amerykańskich” fabryk z produkcją niemiecką pokazało miażdżąca przewagę technologii USA nawet w fabrykach postawionych w nieomal dzikim, naturalnym otoczeniu w ZSRR.
Mimo iż Niemcy mieli przed wojną najlepszych inżynierów i fizyków świata to nie potrafili ich właściwie użyć. Kierownictwo III Rzeszy nie do końca rozumiało idee produkcji masowej.
Polska licencje na produkcje Warszawy M-20 ( to Pobieda czyli Zwycięstwo na licencji Forda a M to premier Mołotow) „dostała” od ZSRR w istocie z drugiej ręki pośrednika od Forda. Polski zakup licencji na Fiaty 125 i 126 ( radziecka Łada to Fiat 124 ) nie był przypadkowy bo największym udziałowcem Fiata był wtedy … Ford.
Wielki Kryzys bardzo spowolnił rozwój technologii ale zaawansowane eksperymenty z automatyzacją u Forda prowadzono już w latach trzydziestych !
Logiczne sterowniki PLC narodziły się w przemyśle motoryzacyjnym. Maszyny ze sterowaniem numerycznym NC a później CNC pracowały w przemyśle lotniczym i motoryzacyjnym.
Wkład Forda w uprzemysłowienie Świata i wykształcenie kadr na świecie jest umniejszany. Ford w wydawanych książkach i czasopismach twierdził że oligarchiczny Międzynarodowy Żyd - finansista stoi za wojnami i kryzysami. Ford trzymając się faktów w żadnej mierze nie był przy tym prymitywnym, załganym antysemitą.
Japonia gdzie rozwinięto technologie m.in. z fabryk Forda ma obecnie najsilniejszy i najnowocześniejszy przemysł świata.
Wygląda na to że po epoce ideologicznych szaleństw zmodyfikowaną do potrzeb i okoliczności drogą Japonii i azjatyckich tygrysów podążają teraz Chiny.
Szalone stopy procentowe narzucone przez rezerwę federalną USA celem zwalczenia inflacji zabijają obecnie wytwórczość w USA a deficyt handlowy bije kolejne rekordy. Ale sto lat temu uwsteczniła się industralizacja w Wielkiej Brytania której pieniądz był jeszcze długo walutą świata a Brytyjczycy żyli ze światowych finansów, handlu i ubezpieczeń... Wygląda na to że najważniejszym przedmiotem eksportu USA stał się teraz … dolar. Imperialna Wielka Brytania swoją pozycje zdobyła dzięki silnej gospodarce. I tak samo jest z USA ! Teraz one mogą sobie latami odcinać kupony z dokonanego wielkiego wysiłku technologicznego.
Produkcja masowa jest kapitałochłonna i często energochłonna. Tempo wzrostu gospodarczego zależy głównie od dobrej alokacji kapitału inwestycyjnego. Stąd decyzje w tej mierzą są krytyczne.
Koszt nowej, najnowocześniejszej i oczywiście większej fabryki IC podwaja się co 3 lata. Gdy ktoś wypadnie z wyścigu mikroelektronicznego to później nie może dołączyć do liderów.
Koszt opracowania nowego, złożonego masowego wyrobu jest bajecznie wysoki i coraz wyższy.
Współcześnie masowa produkcja „trywialnych” transformatorów na rdzeniu ferrytowym ( także dławiki do wejściowego filtru sieciowego EMC ) do zasilaczy impulsowych SMPS jest w Japonii zautomatyzowana co projekt musi uwzględniać bowiem taka technologia zautomatyzowanej produkcji nakłada przeróżne ograniczenia. A transformator musi mieć wyśrubowane parametry.
Powszechnie dziś używane w elektronice płyty drukowane PCB po raz pierwszy zastosowano w amerykańskich przełącznikach zbliżeniowych FUSE w bardzo skutecznych pociskach przeciwlotniczych. Ale PCB upowszechniły się powoli i dopiero masowe użycie tranzystorów doprowadziło do masowej produkcji z użyciem PCB.
Kluczem do produkcji gęstych PCB ale też monolitycznych IC i rezonatorów kwarcowych … jest fotolitografia.
Pojęcie „płyta drukowana” jest bardzo pojemne znaczeniowo. Jest to zarówno jednowarstwowa płyta drukowana na najtańszym laminacie papierowo - fenolowym o malej gęstości ( Ścieżki są nadrukowane nawet bez użycia metod fotolitografii. Część ścieżek jako druga warstwa połączeń jest wprost nadrukowana przewodzącą pastą. Zamiast wiercenia jest sztancowanie otworów ) jak i 8 warstwowa płyta drukowana na podłożu poliamidowym o dużej gęstości. Ta druga dla inteligentnego pocisku rakietowego w jednostce powierzchni jest prawie 60 x krotnie droższa od tej pierwszej.
Materiał podłoża PCB jest istotny gdy:
-Ważne są upływy PCB przy małych sygnałach szczególnie elektrometrycznych
-Ważna jest stratność dla dużych częstotliwościach pracy
-Ważny jest zakres temperatury pracy
-Ważna jest wytrzymałość mechaniczna.
Obecnie rozdzielczość najbardziej zaawansowanych PCB zmierza do rozdzielczości pionierskich układów monolitycznych.
W produkcji masowej tam gdzie to jest w ogóle możliwe stosowane są najtańsze płyty jednowarstwowe. W znacznej ilości automatycznie montowana są na nich odcinki drutu o standardowej dla elementów długości lub wyglądem rezystory 0 Ohm. To namiastka drugiej warstwy PCB. Projekt takiej płyty jest trudny ale kluczowy dla ekonomi przedsięwzięcia. Na jednowarstwowej PCB (ze sporą ilością „drutów”) może być nawet zmontowany prosty 16 bitowy mikrokomputer.
Praktycznie na jednej PCB może być umieszczony układ radiomagnetofonu, tunera i wzmacniacza wieży Audio, odbiornika TVC (!) lub komputer SBC ( Single Board Computer ).
Źródła podają jednak że sporządzenie projektu finalnej PCB to tylko do 2% całości kosztów opracowań elektroniki.
Wyprodukowana złożona PCB zawsze jest automatycznie testowana. Stosowane są dość szczelne testy. Same idee testowania PCB należy określić jako genialne. Przy powtarzających się wadach PCB trzeba zmienić projekt PCB ( za bliskie i za cieńkie ścieżki ) i ulepszyć technologie produkcji PCB.
Pojemna, elektroniczna centrala telefoniczna ma ponad pół miliona elementów elektronicznych. Wielowarstwowe płyty drukowane standardowych rozmiarów są połączone ze sobą przez backplate w kasecie. Kasety umieszczone są w stojakach których rzędy stoją w hali. Do połączenia używane są kable i światłowody. Tymi prostymi strukturami konstrukcyjnymi praktycznie i tanio zapanowano nad wielką złożonością systemu.
W krytycznych złożonych systemach dla zachowani sprawności (chociaż ograniczonej) konieczne jest stosowanie redundancji.
Konstrukcji i produkcji komputerów zbudowanych z ogromnej ilości elementów elektronicznych i mechanicznych mogły podołać tylko silne koncerny. IBM odskoczył konkurencji pierwszy stosując automatyczne projektowanie licznych obwodów drukowanych PCB.
Obecna konstrukcja mikrokomputerów jest bardzo prosta i produkcja ich została „zdemokratyzowana”. Masową produkcje modułów do komputerów PC XT i AT prowadzą średniej wielkości firmy na Tajwanie. Komputery PC połowicznie (system operacyjny stwarza silne ograniczenia ) nadają się z odpowiednimi kartami rozszerzeń do zadań automatyzacji. Komputerki Atari, ZX Spectrum, Apple i mnóstwo innych są całkiem proste w produkcji ale do zadań automatyzacji bardzo słabo się nadają. Mikrokomputery te dla mocnego ograniczenia ilości elementów, rozmiaru i kosztów stosują układy LSI dedykowane i wyprodukowane specjalne dla nich. W komputerku ZX Spectrum użyto konfigurowanego maską układu matrycy logicznej ULA6C001E ( Uncommitted Logic Array ) firmy Ferranti. Ta bipolarna ULA ma po połączeniu metalizacją do 900 bramek o czasie propagacji 8 ns. Na tle konkurencji układ jest marny ale rzekomo tani. Zestaw masek produkcyjnych do ścieżek metalizacji chipa ( tylko stworzenie połączeń bo reszta już jest w „prefabrykacie” chipów ) kosztuje mniej niż 10 tysięcy dolarów czyli kosztem faktycznie jest samo wymyślnie układu. Cena programów „ULA DESIGNER” jest nieznana ale producent niedrogo z dostarczonego schematu logicznego i sugestii wyprowadzeń do obudowy sam zaprojektuje maski. Komputerek wykorzystuje znaczne możliwości sprzętu (często nie używane !) użytego procesora Z80A i ULA jest względnie prosta. Schemat równoważnego układu do ULA6C001E na układach TTL jest znany.

Koncern IBM opublikował dokumentacje ze schematami do komputerów PC. Stosowały one do „Glue Logic” układy TTL w sporej ilości ale nowsze i mniejsze płyty główne i moduły rozszerzeń stosują już układy dedykowane wzorem wymienionych już mikrokomputerków. Oferowane są w formacie płytki rozszerzenia płytki uniwersalne ze złączem gdzie można zmontować prototypowy lub jednostkowy układ dla PC.
Komputery PC „składaki” są bardzo tanie na tle niedawnych maszyn PDP-11 i VAX. Nawet przy szalenie zawyżonym kursie dolara w Polsce i tak w koszcie dedykowanego systemu z PC dominuje tworzone oprogramowanie.
Typowym produktem masowym jest skomplikowany … program komputerowy. W rodzinę systemów operacyjnych rozpoczętych przez IBM S360 zainwestowano już ponad 2 mld dolarów.
Aby stworzenie – wyprodukowanie programu było rentowne trzeba złożony program sprzedać w wielu egzemplarzach bowiem przy niewielkiej sprzedaży koszt byłby prohibicyjny czyli zaporowy redukując liczbę chętnych do zakupu programu.
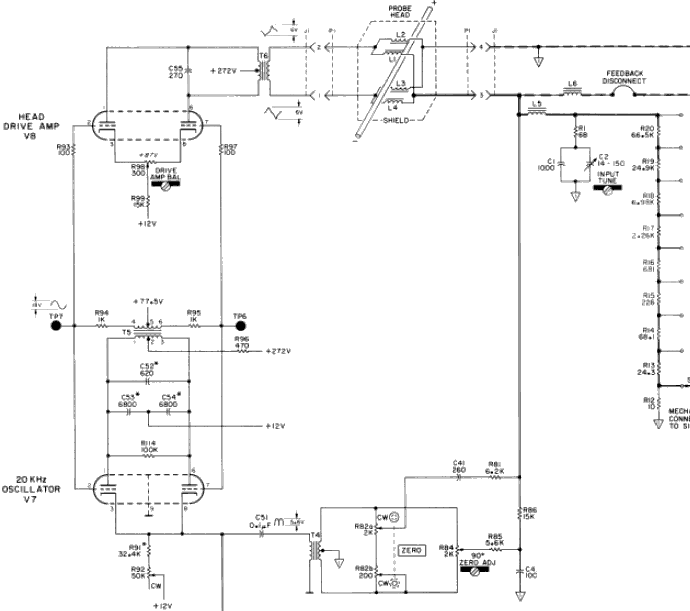
Do zasilanego z linii transmitera 4-20 mA o pokazanym już schemacie blokowym można dołączyć różne termopary TC i sensory RTD jak PT100.
Dla „izolatora” firmy Analog Devices także do linii 4-20 mA można dołączyć różne termopary i wystarczy tylko użyć odpowiedniej zworki.
Taki uniwersalny transmiter ( zdumiewająca jest pomysłowość układu - geniusz ludzi jest nieskończony ) i izolator ma trochę więcej elementów elektronicznych i bardziej złożoną PCB niż tylko dla jednego rodzaju sensora ale jest tylko jedna płyta drukowane i jedna obudowa (także dokumentacja ) co pozwala optymalizować koszty czyli wykorzystać efekt skali. Pojęcie „efekt skali” ma wiele znaczeń !
Elektronika może być jednak na takiej PCB zmontowana wariantowo adekwatnie do potrzeb co oszczędza ilość elementów. W tym wypadku PCB jest zaprojektowana do Nadzbioru elementów wszystkich układów. Do trochę różnych urządzeń mamy jednak jedną PCB, jedną obudowę i dokumentacje.
Produkcja różnych sensorów i urządzeń automatyzacji na potrzeby własne i krajów RWPG ma sens ! Natomiast polska gospodarka jest obiektywnie niewielka i efekt skali produkcji na własne potrzeby jest słaby.
Na rynku światowym sensory oferowane są w różnej dokładność, która to oczywiście sporo kosztuje. Wysoka dokładność nie często jest potrzebna. W układzie regulacji kaskadowej dokładność sensora pętli Slave jest sprawą drugorzędną. System taki awaryjnie ( zmiana konfiguracji ) może zresztą pracować w gorszej, prostszej konfiguracji nie kaskadowej.
W trwającej ofensywie eksportowej koncerny Japonii mają do pokonania wiele przeszkód. W świecie nominalne napięcie jednofazowe ma częstotliwość 50/60 Hz i napięcia od 100 do 240 Vac. Zdumiewająca jest rozmaitość używanych w świecie gniazd i wtyczek. Gdy zasilacz urządzenia ma transformator sieciowy stosowany jest przełącznik napięć uzwojenia pierwotnego co wymusza przewymiarowanie transformatora co dla panowania nad wagą wymusza stosowanie bardzo dobrych blach transfomatorowych na rdzeń. Oczywiście fabrycznie przełącznik ustawia się na napięcie kraju do którego wysyłany jest dany towar.
Prostownik sieciowy zasilacza impulsowego do komputera PC dla napięcia 220-240 Vac pracuje w układzie mostowym a dla napięć 100...127 V w układzie podwajacza napięć. Wadliwe ustawienie przełącznika napięcia sieciowego może spowodować poważne uszkodzenie zasilacza a w tym rozerwanie kondensatorów elektrolitycznych prostownika.
Zagrożenie uszkodzeniem przy złym ustawieniu przełącznika sprawiło że pojawiły się impulsowe zasilacze SMPS (głównie w TVC ) szerokozakresowe pracujące z napięciem zasilania 100-240 Vac. Rozwiązanie to jest jednak istotnie droższe ale podbój świata eksportem musi kosztować.
W świecie stosowane są różne systemy telewizyjne a w nich m.in systemy kodowania koloru. Wielostandardowy odbiornik TVC jest znacznie bardziej skomplikowany niż jednostandardowy ale może podbijać wiele rynków naraz.
Długotrwałe prace Badawczo Rozwojowe czyli D&R są ryzykowne i tylko koncerny mają wystarczające zaplecze organizacyjne i finansowe by je prowadzić. W zachodnich gospodarkach to koncerny ( współpracuja z rządami ) organizują wokół siebie całą gospodarkę i ją modernizują.
Kredytowe „dolarowe” zakupy starawej zachodniej technologi doprowadziły Polskę do obecnego stanu bankructwa. Jesteśmy dowodem na to że bez własnej nauki i technologi nie ma długotrwałego rozwoju.
„Od pomysłu do przemysłu” jest daleka droga.
Bardzo użyteczne w konstruowaniu elektroniki są symulacyjne programy komputerowe. Dla masowej produkcji elektroniki istotna jest analiza wrażliwości. Spływające od użytkowników informacje muszą być w systemowej pętli sprzężenia zwrotnego użyte do modyfikacji i modernizacji produkowanego wyrobu.
Prototypowy układ elektroniczny możemy zmontować na szybko wyfrezowanej ( konieczna jest specjalna frezareczka CNC ) lub niewytrawionej PCB. Część elementów jako przylutowana do GND czyli miedzi PCB zapewnia mechaniczną stabilność polutowanej konstrukcji. Gdy wyjątkowo jest ich za mało można zastosować jako podpórki kondensatorki 0.22 pF. Ta pojemność w 99.99% wypadków nie odegra żadnej negatywnej roli. Dla łatwości operacji montażowych i przejrzystości cyfrowe Busy w takim układzie dobrze jest łączyć przewodami taśmowymi o małym przekroju.
Na obecnym etapie automatyzacji najważniejsza jest w niej mikroelektronika. Zastosowane przez USA i pod ich naciskiem przez Zachód sankcje technologiczne mocno zaszkodziły rozwojowi mikroelektroniki w bloku krajów socjalistycznych.
Oferta CEMI jest uboga i makabrycznie przestarzała. Znacznie lepszą ofertę mikroelektroniki mają firmy z ZSRR, Czechosłowacji a zwłaszcza z NRD. Z jednej strony warto zauważyć że elektronika w automatyce istniała nawet przed erą tranzystora ale z drugiej strony z tak prymitywnej bazy mikroelektroniki nie da się niczego nowoczesnego i sensownego stworzyć. O ile w badaniach i prototypach można użyć elementów prywatnie „importowanych” w mikroskali to nie jest to możliwe w normalnej produkcji.
W krajach Zachodu mikroelektronika użyta do produkcji PLC/DCS/Regulatora kosztuje 12-18% ceny urządzenia. Tak więc brak mikroelektroniki pogrąża całą naszą gospodarkę.
Polska nie wykorzystuje mocy produkcyjnej drogiej, licencyjnej fabryka kineskopów kolorowych TVC ponieważ brak jest układów scalonych do produkcji TVC z Cemi. Kineskop kolorowy jest najdroższym składnikiem odbiornika TVC ! Odbiorniki TVC mimo iż są drogie to są w sklepach nieuchwytne. Ich masowa produkcja pozwoli nawet zmniejszyć nacisk na rynek i inflacje.
Cena robota przemysłowego bardzo mocno zależy od jego udźwigu czyli mocy jego serwomechanizmów. Ponieważ robot o dużym udźwigu kosztuje do 200 tysięcy dolarów stosowanie importowanych robotów ( już pomijając blokujące nas embargo technologiczne ) stosowanie ich w polskiej gospodarce nie ma żadnego sensu ekonomicznego.
Już w pierwszym w świecie robocie z napędami elektrycznymi ASEA z 1974 roku zastosowano tranzystorowe invertery do zasilania serwosilników. Największy w świecie japoński producent sterowań CNC i robotów Fanuc od 1981 roku odchodzi od tyrystorów na rzecz wysokonapięciowych tranzystorów. Silniki prądu zmiennego AC mają wyprzeć silniki prądu stałego DC z komutatorem.
Cemi nie potrafi uruchomić w sumie prostej bardzo potrzebnej ( TVC, zapłon do silników samochodów, SMPS.. ) produkcji tranzystorów wysokonapięciowych ( także bardzo szybkich diod antyrównoległych w kluczu ) mocy tym mimo iż są produkowane w ZSRR i NRD.
Ponieważ jeden inverter do silnika potrzebuje 6 ( z rezystorem hamulca 7 ) wysokonapięciowych tranzystorów Darlingtona mocy ( z szybką antyrównoległą diodą ) w module dla invertera umieszcza się wiele równoległych struktur tranzystorów połączonych w Darlingtony.
Japoński koncern Mitsubishi oferuje takie dojrzałe moduły do inverterów do mocy aż 100 KVA. Co znamienne takie moduły są produkowane tylko w Japonii ! Produkowane są też inne bardzo potrzebne do inverterów elementy jak na przykład sensor prądu fazowego i monolityczne drivery baz do modułów mocy z Darlingtonami.
W ZSRR produkowany jest serwonapęd Razmer 2 do silników asynchronicznych z wysokonapięciowymi tranzystorami mocy normalnie stosowanymi w bloku H-Out TVC. Sam mostek invertera ma aż 30 tranzystorów mocy i elektronika ma wielką ilość elementów. Na pewno nie tędy biegnie droga rozwoju ! Być może takie rozwiązanie ma sens jako baza do prac badawczych i rozwojowych ale przecież nie w normalnej produkcji. To oczywista – oczywistość.
Obecnie język angielski jest światowym językiem nauki i technologii. W języku polskim tłumaczenia książek wydawane są z komicznym opóźnieniem podczas gdy w ZSRR wartościowe pozycje angielskojęzyczne są wydawane nawet po 2 latach od ich premiery.
Bardzo dużo unikalnej, poufnej, wartościowej wiedzy jest dokumentacjach technicznych nowoczesnych urządzeń. Polska kupiła od światowego lidera ASEA licencje na roboty przemysłowe. Autor po przejrzeniu dokumentacji zaproponował wydanie super nowoczesnej książki z użyciem informacji z tej dokumentacji ale nie tylko z niej. Spotkało się to ze wzruszeniem ramionami i stwierdzeniem „Z motyką na Słońce. Jest kryzys i kartki na jedzenie. Robotów nie będzie bardzo długo albo wcale” .
Część prac habilitacyjnych wydawana jest w postaci książek. Ale możliwe jest też publikowanie udanych prac doktorskich i magisterskich. Z pewnością skłoniło by to uczelnie do wyznaczania ambitnych tematów o dużym znaczeniu dla gospodarki i wzmogło by rzetelność badaczy. Do podjęcia wzmożonego wysiłku zmotywują też wysokie a nawet bardzo wysokie ministerialne i uczelniane nagrody materialne.
Automatyka i automatyzacja są integralną częścią maszyn, urządzeń i procesów. Z racji stosowania dotacji i nierynkowych, fikcyjnych cen urzędowych pojęcie rentowności w Polskiej gospodarce nie ma większego sensu. Dysponując wszelkimi danymi „wypranie” cen i kosztów jest możliwe ale trudne. Zatem w uwagi na szczupłość środków automatykę i automatyzacje dajemy tam gdzie będzie wysoce „rentowna”. Zakupy zachodniej technologi mocno zmodernizowały część gospodarkę ale pozostały luki które trzeba uzupełnić inwestycjami aby wykorzystać moc poczynionych już inwestycji.
Wielkimi bolączkami polskiej gospodarki są:
-Struktura eksportu i importu typowa dla krajów III Świata. Tanio, poniżej kosztów produkcji sprzedajemy węgiel kamienny i miedź ( a nawet katody ).... kupując drogie zachodnie towary. A przecież sektory dóbr handlowalnych międzynarodowo wyznaczają mechanizmami gospodarki średnie wynagrodzenia w całej gospodarce. Zatem kluczem do ogólnej poprawy sytuacji jest nowoczesny, rentowny eksport czegokolwiek ale w dużej sumarycznej ilości i wartości.
-Wysoka materiałochłonność i wysoka energochłonność przestarzałej technologicznie produkcji
-Niska sprawność elektrowni opalanych głównie węglem a przy tym jedna z najniższych w świecie wydajności głębinowego wydobycia węgla podłej jakości szalonym kosztem. Ogromne emisje (pół tablicy Mendelejewa ) ze spalanego węgla pogarszają zdrowie Polaków.
-Prymitywna petrochemia...
A zatem
1.Wielką ulgę sprawią polskiej gospodarce już pierwsze elektrownie jądrowe gdzie jest dużo automatyki i elektroniki. Trzeba dbać o sprawność ich budowy.
Sprawność elektrowni węglowych rośnie wraz z parametrami pary. Przy parametrach nadkrytycznych i ultra nadkrytycznych kotły i wysokociśnieniowy stopień turbiny bloku muszą być wykonane ze stopów żaroodpornych z udziałem niklu i innych metali stopowych. Drogie metale te i potrzebne stopy ZSRR sprzedaje tylko za dolary po cenach światowych. Technologia nadkrytyczna i ultra nadkrytyczna jest już wdrażana w ZSRR. Polska jest zadłużonym zagranicznie bankrutem i ma mało tych dolarów.
Bloki elektrowni mają najwyższą sprawność i trwałość pracując ciągle ze średnio - dużą mocą a najgorsze ekonomicznie jest ich odstawianie i ponowne uruchamianie. Ponieważ pobór mocy z krajowego systemu elektroenergetycznego zmienia się w ciągu dnia i roku znakomitym rozwiązaniem są wodne Elektrownie Pompowo - Szczytowe. Pozwalają on nie odstawiać bloków elektrowni węglowych co jest wielką korzyścią. Są one także koniecznym elementem systemu energetyki jądrowej gdzie regulacja mocy reaktorów jest bardzo słaba. W Polsce jest stosunkowo mało bardzo dogodnych miejsc na ESP i tym bardziej trzeba je wykorzystać. Budowa ESP jest długotrwała i im prędzej podejmiemy to zadanie tym lepiej. ESP są w I Świecie rentowne !
W Polsce porównawczo za wysokie są straty w transformatorach energetycznych ( o stali elektrotechnicznej i miedzi jest dalej ) i w sieciach przesyłowych oraz dystrybucyjnych. Na ukrócenie czeka złodziejstwo energii elektrycznej.
Zatem automatyzacja z użyciem w górnej warstwie systemu komputerów i łączności jest tu konieczna. W energetyce dominują sensory temperatury i ciśnienia także różnicowe w aranżacji do pomiaru przepływu. Ich pół masowa produkcja w Polsce jest wykonalna. Typowe i proste są też sensory napięć, prądów i częstotliwości.
2.W koszcie wyprodukowania transformatora energetycznego dominuje koszt miedzi i stali elektrotechnicznej na rdzeń. Na zachodzie walcowana na zimno niskostratna stal anizotropowa ( GOS – Grain Oriented Steel ) na rdzenie transformatorów energetycznych i innych używana jest od dawna. Produkowana jest też w ZSRR. Wymiana transformatora energetycznego na niskostratny rentuje się w czasie 4 - 15 lat. Tam gdzie okres jest długi wymiana ma sens tylko gdy kapitał jest tani czyli nie u Nas. Stal elektrotechniczna GOS jest w przybliżeniu średnio wagowo 2.6 raza droższa niż stal konstrukcyjna używana na przykład do budowy transformatora. Polski emigrant Tadeusz Sędzimir nazywany jest Edisonem Metalurgii. Zatem od jego firmy powinniśmy z pierwszej ręki kupić licencje na dobrą GOS i momentalnie ją wdrożyć.
Miedź na transformatory i kable już mamy i przestaniemy ją sprzedawać za bezcen.
Na rynku krajów RWPG i rynku światowym najlepiej jest oferować kompletne wyposażenie dla różnych ( w tym ewentualnie także stacji trakcyjnych DC i AC dla kolei ) stacji elektroenergetycznych. Normą staje się dostarczenie kompletnego w 100% obiektu lub wyposażenie do niego lub kompletnej usługi. Synergicznie w zestawie sprzedaje się mnóstwo rzeczy na przykład kable energetyczne lub materiały na linie napowietrzną. Po transformatorach energetycznych drugą najważniejszą rzeczą są w stacji Wyłączniki. Według wiarygodnych prognoz dominować będą przy NN i WN wyłączniki z SF6 a przy SN wyłączniki próżniowe ale przy górnych napięciach SN także wyłączniki z SF6.
Produkcja wyłączników z SF6 i wyłączników próżniowych nie jest ponad siły Polski.
Nowoczesna stacja elektroenergetyczna jest zautomatyzowana a komputer stacji może i powinien mieć łączność z Centrum dowodzenia systemem energetycznym.
Trzecim najważniejszym składnikiem transformatora jest olej transformatorowy.
3.W świecie produkcja rafineryjna z ropy naftowej jest niskomarżowa a wysokomarżowa jest petrochemia szczególnie zaawansowana. Polska (petrochemia) produkuje najmniej tworzyw sztucznych per capita w bloku krajów socjalistycznym. Produkujemy circa tylko 1/5 tego ( Rocznik statystyczny GUS, dział Przegląd Międzynarodowy ) co w Czechosłowacji i NRD oraz jeszcze mniej przy RFN ! Tymczasem nowoczesny przemysł stoi na plastikach i produktach ( około 20 tysięcy ) nowoczesnej petrochemii. Wyroby plastikowe są w dużej ilości częściami składowymi skomplikowanych wyrobów ( samochód , TVC, elektryczne AGD... ) ale są też prostymi produktami rynkowymi. Materiały z włókien sztucznych używane są do produkcji odzieży (niestety coraz więc j po niskich kosztach produkowana jest w Azji ) ale też mebli – miejsca pracy są tu tanie i mamy tu już swoje marki. Te wyroby też możemy eksportować dając prace tym którzy szkodliwie wysyłani są na wczesne emerytury i renty.
Wymieniony już olej transformatorowy to też produkt petrochemii.
Generalnie produkty nowoczesnej petrochemii są drogie i poszukiwane na rynku światowym.
Mamy miedź do produkcji energetycznych kabli WN, SN, nN ale niestety nie mamy plastików na izolacje tych kabli.
W petrochemii tak jak w całej chemii używa się analizatorów także pracujących w czasie rzeczywistym. Chromatografy gazowe i spektrometry są drogie i ich produkcja w Polsce miałaby sens tylko przy znacznym eksporcie. Ale analizatory te są także stosowane w farmaceutyce i produkcji kosmetyków a mają to być ( trudno temu zaprzeczyć ) branże przyszłościowe. Polska na tle krajów socjalistycznych całkiem nieźle stoi z kosmetykami i lekami. Są to wyroby łatwe do eksportu na wiele rynków ! Zatem warto spojrzeć na nowoczesną petrochemie, chemie, farmaceutykę i kosmetyki razem wzięte. Markę kosmetyków buduje się latami i już mamy wypracowaną niezłą pozycje.
Produkcja farmaceutyczna kojarzy się z małymi instalacjami co nie zawsze jest prawdą. W instalacjach wielkich światowych firm farmaceutycznych pracują już reaktory o pojemności przekraczającej 50 m3.
W procesach ciągłych w petrochemii, chemii ... organem wykonawczym są najczęściej regulowane zawory do regulacji których powszechnie stosowany jest regulator krokowy z serwonapędem silnikiem asynchronicznym.
4.Polskie hutnictwo jest przestarzałe i produkuje niskiej jakości stal z której nie da się wyprodukować nowoczesnych, konkurencyjnych wyrobów.
Systemy CO(S) - Ciągłego Odlewania (Stali) (ale nie tylko stali ) muszą być zautomatyzowane bowiem człowiek nie poradzi sobie z ich sterowaniem. Systemy COS poprzez kadź pośrednią odlewają stal z pieców łukowych w Mini Hutach. Są one doskonałym rozwiązaniem do gospodarek już nasyconych stalą gdzie złomową stal przetapia się na nową stal. Systemy COS są wysoce konkurencyjne ekonomicznie. W piecach łukowych produkuje się też stale o podwyższonej jakości. Współcześnie stosowanych jest około 1,5 tysiąca gatunków stali. Wysokojakościowe stale są drogie a obrót nimi bywa ograniczony. Natomiast stal niskiej jakości jest w świecie tania i nierentowny eksport takiej stali szkodzi Polsce.
Pierwszy patent Bessemera na ciągłe odlewanie jest z 1857 roku ! Technologia ciągłego odlewania zaczęła upowszechniać się po II Wojnie a intensywniej w latach sześćdziesiątych. Obecnie odlewanych jest coraz więcej przedmiotów – półproduktów i produktów. W instalacji CO(S) są liczne sensory i silne serwomechanizmy. System kontrolny CO(S) bazuje na sterownikach PLC i komputerze nadzorującego system operatora. COS to podstawowa technologia automatyzacji zachodniego stalowego procesu hutniczo - stalowego !
5.Przestarzała mikroelektronika produkowana przez Cemi hamuje całą polską gospodarkę. Produkcja mikroelektroniki to fizyka, chemia, mechanika precyzyjna, automatyka … a w ostatecznej dopiero instancji wyrafinowana elektronika testerów chipów i wyrobów. Produkcja mikroelektroniki jest prawie w całości zautomatyzowana !
Zatem trzeba zacząć od pilnej modernizacji i rozbudowy Cemi lub przy negatywnych prognozach uruchomić import mikroelektroniki z NRD i ZSRR oraz z Japonii i Korei.
6.Wydajność sterowanych komputerowo automatów do obsadzania na płytach drukowanych elementów elektronicznych przewlekanych a od niedawna do montażu powierzchniowego SMD stale rośnie osiągając wysoki poziom. Maszyny te pracujące całą dobę szybko się rentują. Konstrukcja maszyn o średniej wydajności z silnikami krokowymi bez sensorów jest całkiem prosta i znacznie tańsza. Silniki te dla „wysokich” osiągów (jak na swoje własności ) muszą być jednak optymalnie sterowane podobnie zresztą jak w napędach twardych dysków. Proste jest sterowanie silników krokowych w napędach dysków elastycznych ale niskie są osiągi. Generalnie silniki krokowe są stosowane w nowoczesnych urządzeniach. Temat dobrego sterowania i zastosowania tanich serwomechanizmów z silnikami krokowymi jest szeroki.
Gdyby Cemi masowo produkowało układy scalone do TVC to można by je masowo produkować na rynek Polski i na eksport. Zakupiona nowoczesna fabryka kineskopów starzeje się i deprecjonuje. Dlaczego nie są w dostatecznej ilości produkowane radiomagnetofony ( dobry towar na mniej wymagające rynki świata ) i wieże Audio tego nie wiadomo.
7.Samochodowy sterownik wtrysku paliwa i zapłonu ( +sensory i wtryskiwacze … ) m.in. zmniejsza zużycie paliwa ( importowana ropa jest za dolary !) poprawiając osiągi i czyni samochód sprzedawalnym. Jednak niemodernizowane latami PF 125 i Polonez mają już przestarzałą konstrukcje wobec powszechnego obecnie napędu na przednie koła i wczorajszą estetykę.
8.Korzyść z automatycznych telefonicznych usług może być całkiem spora. Już sam Monitoring linii telefonicznych urzędów i firm może przynieść znaczne korzyści z dyscyplinowania pracowników i ulepszenia archaicznej często organizacji do realnych potrzeb. Szeroki temat ten przedstawiono osobno.
9.Żadnego sensu nie ma próba automatyzacji „księgowości” ( także magazyn, kadry, płace) w sytuacji gdy nadmiar pracowników zaistniały po porzuceniu inwestycji i z braku importu komponentów ( brak dewiz ) kierowany jest na wcześniejsze emerytury i na lewe renty skąd już nie można ich wycofać w razie potrzeby na pracowników. O ile nie brakuje nam biuralistów to brakuje nam dolarów na wszystko a w tym komputery. Po kabaretowej „komputeryzacji” wzrasta zatrudnienie w dziale.
Na Zachodzie podnosi się że po komputeryzacji księgowości następuje komplikacja prawa podatkowego przez rządy i parlamenty prowadząca wielkie firmy i bogaczy do ucieczki od podatków ( furtki w przepisach ) a małe firmy których nie stać na sztuczki płaca podwyższone podatki.
„Komputeryzacja gospodarki” mierzona ilością komputerów a nie efektami ich pracy to w istocie biurokratyczny kult działań pozornych prowadzący do samooszukiwania się.
10.Podobnie do automatyzacji księgowości wygląda sytuacja z postępującą automatyzacją handlu widoczną w zachodnich supermarketach. W gospodarce niedoboru nie na wystarczającej ilości towarów i normą są puste półki. Podniesienie wydajności pracy w handlu nie zapełni półek sklepowych ! Przed sensowną automatyzacją handlu musi być towar do kupienia w sklepach.
11.Automatyzacja kierowania ruchem kolejowym i jego optymalizacja może podnieść niską średnią prędkość pociągów redukując zużycie energii i maszyn oraz poprawiając też bezpieczeństwo. Japoński system kolei dużych prędkości Shinkansen ma skomputeryzowane sterowanie i „maszyniści” są bardziej elementem systemu bezpieczeństwa a niż konwencjonalnymi maszynistami.
12.Elektronika i automatyka jest bezcenna w militariach.
Nowoczesny System Kierowania Ogniem czołgu ogromnie podnosi jego skuteczność na polu walki. Nowoczesna elektronika ogromnie podnosi skuteczność rakiet przeciwlotniczych i przeciwpancernych.
Polska jest dużym eksporterem broni i dodając jej nowoczesną elektronikę może znacznie podnieść jej atrakcyjność i ceny.
13.Dające wielkie korzyści zastosowania komputerów są trudne i bardzo trudne. Przykłady:
-Automatyzacja planowania i optymalizacji sieci energetycznych oraz lokalizacji ESP jako „akumulatorów” energii
-Automatyzacja planowania i optymalizacji sieci transportowej
-Automatyzacja planowania i optymalizacji rozbudowy miast...
14.Przekształcenie wyższych uczelni z tworów biurokratycznych w instytucje badawczo - rozwojowe jest trudne ale jednak możliwe. Kryzys oprócz negatywów umożliwia przeprowadzenie działań normalnie niemożliwych z uwagi na opór materii !
Oczywiście nowoczesnych dziedzin gdzie możliwa jest wysokorentowna produkcja jest więcej. Głównym hamulcowym jest brak nowoczesnej mikroelektroniki i embargo na nią.
Nawet wdrożenie tylko części wymienionych działań może mocno poprawić sytuacje gospodarczo – społeczną Polski.